时间: 2025-11-08 09:03:02 | 作者: 新闻资讯
太高。在模具设计和制作方面,能够使用压力损失最小,还能够承受较高注射压力的直接浇口,可将正向浇口改为多个针形点浇口或侧浇口,并减小浇口直径。设计侧浇口时,可采用成型后可将破裂部分除去的凸片式浇口。
3.成型原料与金属嵌件的热膨胀系数存在一定的差异。对于金属嵌件应进行预热,特别是当塑件表面的裂纹发生在刚开机时,大部分是由于嵌件温度太低造成的。
4. 原料选用不当或不纯净。实践表明,低粘度疏松型树脂不容易产生裂纹。因此,在生产的全部过程中,应结合详细情况选择正真适合的成型原料。在操作的流程中,要格外的注意不要把聚乙烯和聚丙烯等树脂混在一起使用,这样很容易产生裂纹。在成型的过程中,脱模剂对于熔料来说也是一种异物,如用量不当也会引起裂纹,应最好能够降低其用量。
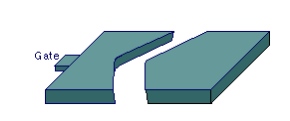
制品设计不合理导致变形6. 模具上的裂纹复映到塑件表面上。在注射成型的过程中,由于模具受到注射压力反复的作用,型腔中具有锐角的棱边部位会产生疲劳裂纹,尤其在冷却孔附近特别易产生裂纹。
当模具型腔表面上的裂纹复映到塑件表面上时,塑件表面上的裂纹总是以同一形状在同一部位连续出现。出现这种裂纹时,应立即检查裂纹对应的形腔表面有无相同的裂纹。如果是由于复映作用产生裂纹,应以机械加工的方法修复模具。